铸件是用各种铸造方法获得的金属成型物件,即把冶炼好的液态金属,用浇注、压射、吸入或其它浇铸方法注入预先准备好的铸型中,冷却后经打磨等后续加工手段后,所得到的具有一定形状,尺寸和性能的物件。
铸件成型的理论金属锰成型常称为铸造,铸造成形技术的历史悠久。早在5000多年前,我们的祖先就能铸造红铜和青铜制品。铸造是应用**广泛的金属液态成型工艺。它是将液态金属浇注到铸型型腔中,待其冷却凝固后,获得一定形状的毛坯或零件的方法。
在机器设备中液态,型件所占比例很大,在机床、内燃机、矿山机械、重型机械中液态成型件占总重量的70%~90%;在汽车、拖拉机中占50%~70%;在农业机械中占40%~70%。液态成型工艺能得到如此广泛的应用,是因为它具有如下的优点:
(1)可制造出内腔、外形很复杂的毛坯。如各种箱,、机床床身、汽缸体、缸盖等。
(2)工艺灵活性大,适应性广。液态成型件的大小几乎不限,其重量可由几克到几百吨,其壁厚可由0.5mm到1m左右。工业上凡能溶化成液态的金属材料均可用于液态成型。对于塑性很差的铸铁,液态成型是生产其毛坯或零件的**的方,。
(3)液态成型件成本较低。液态成型可直接利用废机件和切屑,设备费用较低。同时,液态成型件加工余量小,节约金属。
铸件的结构应基于铸造工艺的特点而设计。
铸件的工艺结构:
铸造加工属于成型加工,通常是将熔化了的金属液体注入沙箱的型腔内,待金属液体冷却凝固后,去除 型沙,即获得铸件。为了**零件质量,便于加工制造,需对铸件的一些工艺结构提出要求 (1) 起模斜度为了便于将模样从砂型中取出(起模),型腔应有适当的斜度,因此s件表面沿拔模或脱模方向有一斜度(一般不大于3°)。当这种斜度无特殊要求时,图上可以不表示,如图1(a)所示;但需注明斜度时,则必须画出斜度并加以标注,如图1(b)所示。
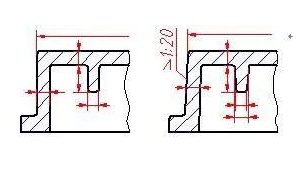
图1 铸造工艺结构
(2) 铸造圆角
为了避免浇注时铁水将砂型转角处冲毁,或在铸件转角处产生裂纹,零件上相邻表面的相交处均应 以圆角e渡,如图2(b)所示。铸造圆交的半径大小一般为3~5mm,可在图纸的右上角集中标注"未注圆 角R3~5"
(3) 铸件壁厚
铸件的壁厚若相差过大,浇铸后凝固过程中易造成缩孔、变形和裂纹,如图2和图2(a)所示。因此 ,铸件的壁厚应基本均匀,如图2(b)所示;或逐渐地过渡,如图2(c)所示 (4) 凸台和凹坑
装配时为了使螺栓、螺母、垫圈等紧固件或其它零件与相邻铸件表面接触良好,并减少加工面积, 或为了使钻孔时钻头不致偏斜或折断,常在铸件上制出凸台,凹坑或锪平等结构。
(5) 凹槽
为了减少加工面积,又能获得良好的接触表面,常将箱座类铸件的底面做0凹槽。
(6) 肋
为了增强铸件的强度和刚性,铸件上常带有一薄板,称之为肋。
(7) 过渡线
由于铸件表面相交处存在铸造圆角,因此其交线就不很明显。但为了增强图形的直观性,区别不同表面,图样上仍须在原相交处画出交线的投影,这种交线称为过渡线。过渡线的画法与原有交线画法相同,但由于有圆角,因此交嫉牧蕉瞬辉儆胫件的轮廓线相接触。





 当前位置:
当前位置:
 关注我们
关注我们